3D-Druck trifft Hochtemperatur: Ein Forschungsvorhaben zeigt, wie sich Dämmformteile auf Perlitbasis bis rund 1.000 °C temperatur- und druckstabil herstellen lassen – inklusive gezielt gestalteter Innenstrukturen. Wärmeleitfähigkeits- und Druckversuche belegen, wie stark Geometrie, Steganteil und Pulverfüllung die Dämmwirkung beeinflussen – und warum ungefüllte Hohlräume durch Konvektion schnell zum Effizienzkiller werden. Das Spannende: Mit Simulationen lassen sich geeignete Strukturen schon vor dem Druck bewerten. Wo flexible Dämmstoffe an Grenzen stoßen, könnten die gedruckten Bauteile künftig mehrere Aufgaben übernehmen – von Prozessdurchführungen bis zu integrierten Strömungskanälen. Peter Osgyan
Dämmungen für Bauteile im Hochtemperatur-Bereich bestehen meistens aus mehreren unterschiedlichen Schichten, die aus verschiedenen Materialien aufgebaut sind. Welche Materialien eingesetzt werden, hängen in erster Linie von der Temperatur und von den verwendeten Stoffen des Prozesses statt. Bei Wärmebehandlungsprozessen z.B. kommen Reaktionsgase wie Stickstoff und Ammoniak zum Einsatz. Betrachtet man Prozesse, die gasbefeuert sind, können Reaktionsprodukte wie z.B. Schwefelsäure entstehen. An die Dämmung wird dadurch eine erhöhte Anforderung gestellt. Der mehrschichtige Aufbau erlaubt eine Anpassung der Materialien an die Parameter.
Vom Schichtaufbau zum 3D-gedruckten Formteil
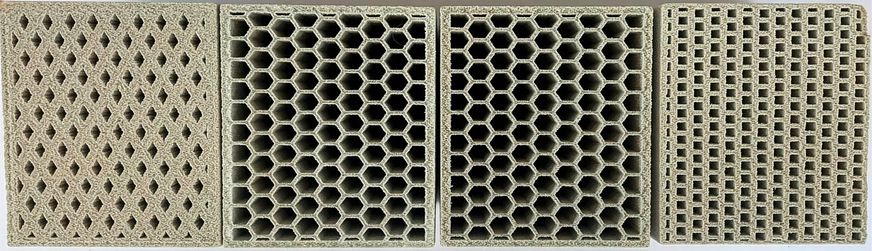
Ein neu gewählter Ansatz ist der Einsatz von 3D-gedruckten Formteilen auf Perlitbasis. Hier ist es der Fa. ING3D nun gelungen, eine bis ca. 1000 °C temperatur- und mechanisch stabile, 3D gedruckte Struktur aus gesintertem Perlitmaterial herzustellen. Die im Pulverbettverfahren hergestellten Bauteile können geschlossene Strukturen aufweisen, sog. Vollblöcke, oder eine teilgefüllte Hohlstruktur, die mit verschiedenen pulverförmigen Dämmstoffen gefüllt werden können.
3D-ISO: Strukturen designen, drucken, messen
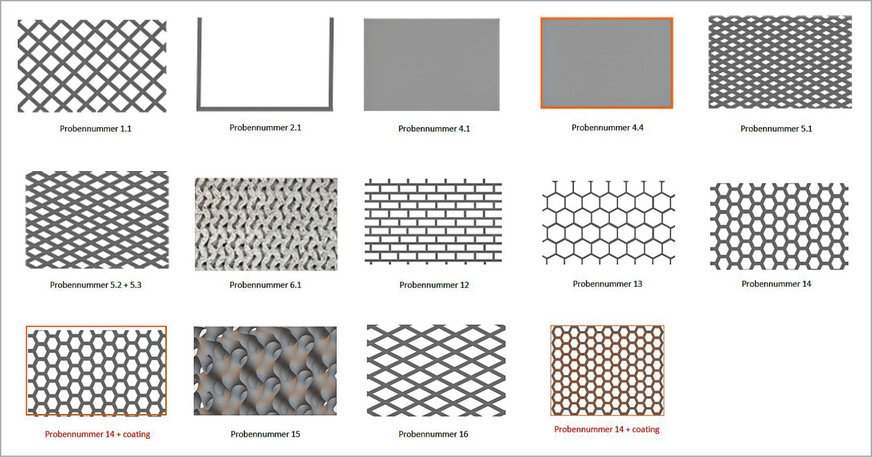
In einem kürzlich abgeschlossenen Forschungsvorhaben 3D-ISO [FKZ: 03ENM2002] wurden sowohl Wärmeleitfähigkeits- als auch Stabilitätsversuche durchgeführt. Es wurden verschiedenen innere Strukturen designt, gedruckt und getestet. Durch verschiedene einfache Geometrien konnte der Zusammenhang zwischen Wärmeleitweg und dem Flächenverhältnis von Druckanteil und Pulverfüllung gefunden werden.
Eine Übersicht der verwendeten Strukturen ist in Abbildung 2 zu sehen.
ING3D ist es gelungen, eine bis ca. 1000 °C temperatur- und mechanisch stabile, 3D gedruckte Struktur aus gesintertem Perlitmaterial herzustellen.
Durch das systematische Vorgehen mit verschiedenen Dicken, Strukturen und Erhöhung der Wärmeleitwege konnte der Zusammenhang Wärmeleitfähigkeit und belegter Flächenanteil bestätigt werden. Die Wärmeleitfähigkeitsversuche wurden mit den oben beschriebenen Strukturen bis 100°C durchgeführt. Für die Entwicklung von Strukturen innerhalb des Elements führt dieses Vorgehen zu schnelleren Ergebnissen als Messungen bis z.B. 600 °C, die mitunter mehrere Tage dauern.
Bei den Messungen wurde versucht den Einfluss der Geometrie und der Stärke des 3D-Drucks und somit der Festkörperleitfähigkeit zu ermitteln. Zudem wurde untersucht, wie gut sich die Hohlräume mit pulverförmigen Dämmstoffen füllen lassen. Dies ist auch für die Messung entscheidend, da es sonst zu konvektiven Anteilen an der Wärmeleitung führt und die Ergebnisse verfälscht. Gut zu erkennen ist dies an einem Referenzversuch bei dem eine ungefüllte Wanne mit einer gefüllten verglichen wurde. Die Wärmeleitfähigkeit war um den Faktor zwei bis drei erhöht, was nur durch die konvektiven Anteile erklärbar ist.
Wie in Abbildung 2 zu sehen wurde von mehreren Strukturen auch die Dicke bzw. der Winkel der Stege verändert. Dies gibt direkt Rückschluss auf das Verhältnis Festkörper zu Pulveranteil der Dämmwirkung.
Ergebnisse und Praxisnutzen: Geometrie, Füllgrad, Druckfestigkeit
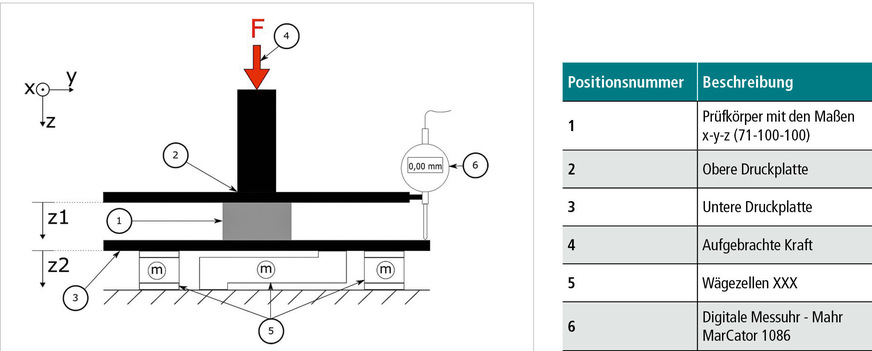
Die Druckbelastung stellt einen entscheidenden Parameter für Dämmstoffe dar. Die verschiedenen Strukturen wurden somit hinsichtlich ihrer Druckfestigkeit in einer Messapparatur ähnlich der DIN EN 12390-32019-10 vermessen. Die Druckbelastungsmessung wurde um eine Wegmessung über den Probekörper ergänzt, wodurch auch Spannungs-Dehnungs-Diagramme generiert werden können. Dies gibt auch Rückschluss auf den Einfluss des E-Moduls der 3D-Drucke. Zudem kann der Einfluss der Druckrichtung im Fertigungsprozess untersucht werden. Für die Druckproben wurden nur die Strukturen ohne umlaufenden Rand gefertigt und in ihrer Fläche so angepasst, dass die Parameter mittels der aufgebauten Messeinrichtung kompatibel waren, die in Bild 3 schematisch sichtbar ist.
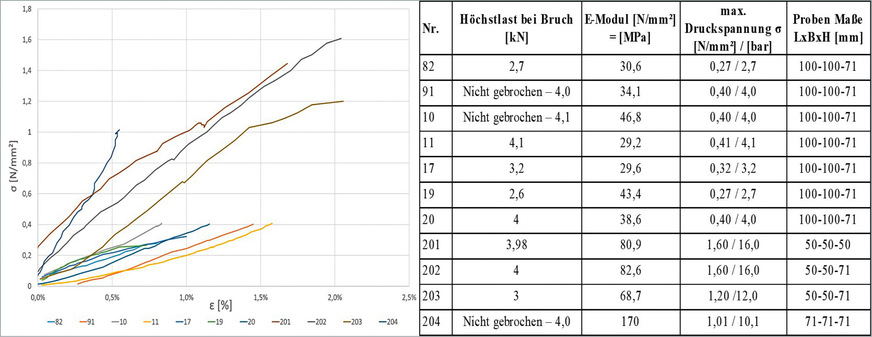
Im Rahmen der Messgenauigkeit entsteht ein linearer Zusammenhang der Proben von Spannung und Dehnung. Dies ist unabhängig von der verwendeten Struktur und gibt die Materialeigenschaften wieder (Bild 4).
Die Druckbelastung stellt einen entscheidenden Parameter für Dämmstoffe dar.
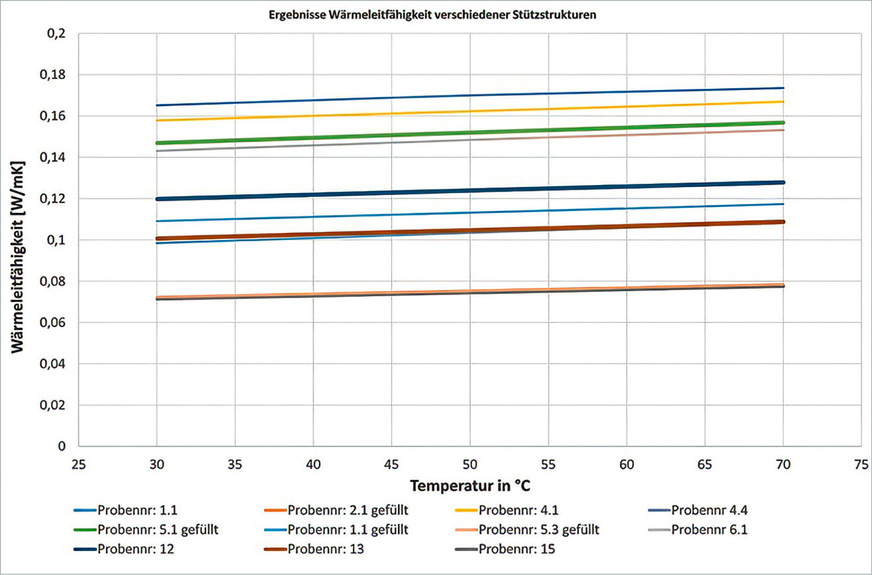
Bei der Wärmeleitfähigkeit besteht im betrachteten Bereich der zu erwartende lineare Zusammenhang zwischen Wärmeleitfähigkeit und Temperatur. Werden höhere Temperaturen betrachtet gilt dies nicht mehr, sondern verschiebt sich aufgrund des erhöhten Strahlungsanteil an der Wärmeleitung hin zu einer T3-Abhängigkeit. Die Wärmedämmung lässt sich auch relativ gut simulativ betrachten. Simulationen an den einfachen Strukturen liefern gute Werte. Die Differenz ist durch einen Kopplungsterm zwischen den einzelnen Perlitkügelchen zu erklären, der in der Simulation aufgrund der Komplexität noch nicht betrachtet wurde. Es bietet sich dadurch die Möglichkeit verschiedene Geometrien vor dem Druck hinsichtlich der Wärmeleitfähigkeit zu bewerten.
Abbildung 5 zeigt die Werte der gemessenen Wärmeleitfähigkeit der vermessenen Proben. Es ist zu beachten, dass dies nicht die realisierbaren Endwerte für den 3D-Druck sind, sondern systematisch durchgeführte Änderungen sollten die Gegebenheiten der Geometrie messbar machen. In guten Näherung kann jedoch davon ausgegangen werden, dass die Wärmeleitfähigkeit der Proben im Schnitt ca. 100 mW/mK bei ca. 20 °C beträgt. Eine Messung des reinen gesinterten Druckmaterials als Vollblock liefert Werte von 200 mW/mK bei 500 °C Mitteltemperatur.
Verwendung finden die Bauteile dort, wo komplizierte Bauteile nicht mit flexiblen Dämmstoffen wie Mineralwolle oder ähnlichen Materialien gedämmt werden können. Die gedruckten Dämmteile können durch ihre mechanische Stabilität mehrere Funktionen übernehmen: Strömungskanäle, Halterungen und Prozessdurchführungen sind hierbei zu nennen.
In weiteren Forschungsprojekten soll die Machbarkeit des 3D-Druckdämmteils gezeigt und weiter optimiert werden. Hier sollen auch alternative Materialien wie spezielle Aerogele zum Einsatz kommen. Das Potential des Fertigungsverfahrens und die Anwendungsfelder sind enorm und können einen wichtigen Beitrag zur Energieeinsparung und reduziertem CO2-Verbrauch leisten.
Der Autor
M.Sc. Dipl.-Ing. Peter Osgyan Stellv. Gruppenleiter Solarenergie und Geothermie am Zentrum für angewandte Energieforschung. Durchführung mehrerer Projekte zum Thema Dämmstoffe im Hochtemperaturbereich und Prozessoptimierung, sowie oberflächennahe Geothermie.
2. Übersicht der verschiedenen vermessenen Probekörper und Strukturen.
Foto: Peter Osgyan
3. Aufbau der Messapparatur zur Bestimmung der Druckbelastung verschiedener Strukturen.
Foto: Peter Osgyan
4. Spannungs-Dehnungs-Diagramm mit Datenlinien verschiedener Probekörper,
Foto: Peter Osgyan
5. Wärmeleitfähigkeiten der einzelnen Probekörper
3D-Druckverfahren
Dieses ist durch die ING3D GmbH patentiert und als Mineral Direct Laser Sintering kurz MDLS dargestellt. Grundprinzip ist das pulverbasierte Schmelzverfahren – bisher bekannt und umgesetzt bei Metallen. Die ING3D ist das einzige Unternehmen weltweit, welches das Lasersinterverfahren erfolgreich bei anorganischen Materialien einsetzt. Hierbei wird loses, anorganisches Pulver mittels eines Rakels zwischen 0,1 und 0,3mm dick auf einem Substrat aufgetragen. Ein CO2-Laser (Wellenlängenbereich von 10,6µm) wird von Scanneroptiken fokussiert und präzise auf die Pulveroberfläche gelenkt. Dort, wo der Laser auftrifft, schmilzt das Pulver kurzzeitig auf und verbindet sich (sintern) sowohl mit den benachbarten Partikeln als auch mit der darunterliegenden Schicht (Bild 6).
Sobald die Schicht fertig gesintert ist, senkt sich die Bauplattform um genau eine Schichtstärke (z. B. 0,1 mm) nach unten. Der Zyklus aus Auftragen, Sintern und Absenken wiederholt sich nun hunderte oder tausende Male, bis das gesamte Bauteil fertiggestellt ist. Das Objekt „wächst“ quasi im Pulverbett nach unten.
Neben der Hochtemperaturwärmedämmung entwickelt ING3D Lösungen für zahlreiche Endanwendungen in den Bereichen Brandschutz, Metallguss und Pflanzsubstrate (Bild 7). Die maximale Bauteilgröße der industriellen Pilotanlage beträgt derzeit 50x50x50cm³. Dabei kombiniert das Verfahren die Materialeigenschaften mit den klassischen Vorteilen des 3D-Drucks wie Skalierbarkeit, Rapid Prototyping und Mass-Customization.
Foto: Ing3D
Foto: Ing3D
Jetzt weiterlesen und profitieren.
+ TI - Technische Isolierung E-Paper-Ausgabe – 4 Ausgaben im Jahr + Kostenfreien Zugang zu unserem Online-Archiv